 Română
Română-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel - Română
-
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Acasă
>
Produse > Mașină combinată de strunjire și frezare
>
Mașină de strunjit și frezat cu caneluri interioare cu trei curbe
Produse






Mașină de strunjit și frezat cu caneluri interioare cu trei curbe
Mașina de frezat și strunjit cu trei curbe interioare Jingfusi® este o unealtă specializată de prelucrare utilizată pentru prelucrarea de precizie a canelurilor interioare cu trei suprafețe curbate sau conturate. Această mașină de strunjit și frezat cu caneluri interioare cu trei curbe este folosită în mod obișnuit în industriile care necesită producția de piese complexe cu caneluri sau profile interioare care nu pot fi create cu ușurință folosind metode convenționale de prelucrare.
Model:CK46-3+2
Trimite o anchetă
Descriere produs
Deși sunt utilizate în principal pentru prelucrarea cu caneluri interioare, aceste mașini se pot ocupa și de alte operațiuni de prelucrare, făcându-le versatile pentru o gamă largă de aplicații. Industrii precum industria aerospațială, producția de dispozitive medicale, industria auto și ingineria de precizie se bazează adesea pe aceste mașini pentru a produce componente complexe și de înaltă precizie. Mașinile de strunjit și frezat cu caneluri interioare cu trei curbe pot prelucra diverse materiale, inclusiv metale, materiale plastice și compozite, în funcție de nevoile specifice de prelucrare.
Diagrama de călătorie a mașinii

Detalii produs

Lista parametrilor
| Articol | unitate | Specificație |
| Max. diametrul de strunjire | mm | 250 |
| Max. leagăn diam. peste strung | mm | Ø500 |
| Max. diametrul de răsucire prin patul de glisare | mm | Ø160 |
| Gradul de pat înclinat | grad | 35° |
| Cursă efectivă pe axa X | mm | 1000 |
| Deplasare efectivă pe axa Z | mm | 400 |
| Axa X/Z max. viteza mare de deplasare | m/min | 24 |
| Zona de bază din fontă | ㎡ | 1,8 x 1,1 |
| Dimensiunea mașinii: L x l x H | mm | 2100 x 1580 x 1800 |
| Greutatea netă a mașinii | kg | 2600 |
| instrumentul nr. | buc | 8 |
| Unelte pătrate | mm | 20 x 20 |
| Dimensiunea cuțitului cu gaură | mm | Ø20 |
| Cal total | kw | 13 |
| Consum mediu de energie | kw/h | 2 |
| Forma față axului |
|
A2-5 |
| Viteza axului | rpm | 6000 |
| Setarea vitezei axului | rpm | 1-4500 |
| Cuplul nominal al axului | Nm | 35 Nm (1500r/min) |
| Diametrul maxim al barei | mm | Ø45 |
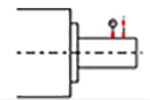
Precizia mașinii-unelte
| Precizia mașinii, standardul factorului Jingfus: | ||||
| Element de testare major | Diagramă schematică | Standard din fabrică | ||
| Bataie radiala axului, |
 |
Detectează scurgerea conului exterior | 0.0035 | |
| Poziția de repetare a axei X, X |
 |
Detectează poziționarea repetată a axei X. Notă: Mai întâi preziceți de aproximativ 50 de ori pentru a compensa eroarea motorului rece și a motorului fierbinte, apoi detectați poziționarea repetată. | 0.003 | |
| Poziția repetă a axei Z, Z |
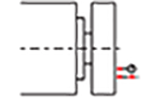 |
Detectează poziționarea repetată pe axa Z. Notă: Mai întâi preziceți de aproximativ 50 de ori pentru a compensa eroarea motorului rece și a motorului fierbinte, apoi detectați poziționarea repetată. | 0.003 | |
| Poziția de repetare a axei C,C |
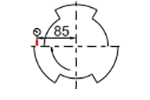 |
Detectați repoziționarea punctului fix al axei C, notă: mai întâi preziceți de aproximativ 50 de ori pentru a compensa eroarea motorului rece și a motorului fierbinte, apoi detectați poziționarea repetată | 20 de secunde de arc | |
| Poziția axei C rotativă, C |
 |
Detectează precizia poziției aleatorii a axei C, notă: mai întâi preziceți de aproximativ 50 de ori pentru a compensa eroarea motorului rece și a motorului fierbinte, apoi verificați setările repetate | 72 de secunde de arc | |
| În cazul în care clientul dorește să testeze precizia ISO sau VD1 a axei X/Z/Y, aceasta va fi determinată în momentul redactării contractului. Clientul trebuie să testeze acest articol în același timp cu acceptarea inițială a Jingfusi Factory. | ||||
Hot Tags: Mașină de strunjit și frezat cu caneluri interioare cu trei curbe, China, producători, furnizori, fabrică, calitate, listă de prețuri
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.
produse asemanatoare
 Mașină de întoarcere a turelei de mare viteză și frezare
Mașină de întoarcere a turelei de mare viteză și frezare
 Mașină automată de întoarcere și frezare a turele
Mașină automată de întoarcere și frezare a turele
 Mașină de întoarcere a turelei de înaltă precizie și frezare
Mașină de întoarcere a turelei de înaltă precizie și frezare
 Mașină automată de rotire și frezare CNC
Mașină automată de rotire și frezare CNC
 Mașină de strunjit și frezat CNC de înaltă eficiență
Mașină de strunjit și frezat CNC de înaltă eficiență
 Mașină multifuncțională de strunjit și frezat CNC
Mașină multifuncțională de strunjit și frezat CNC


X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate