 Română
Română-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel - Română
-
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


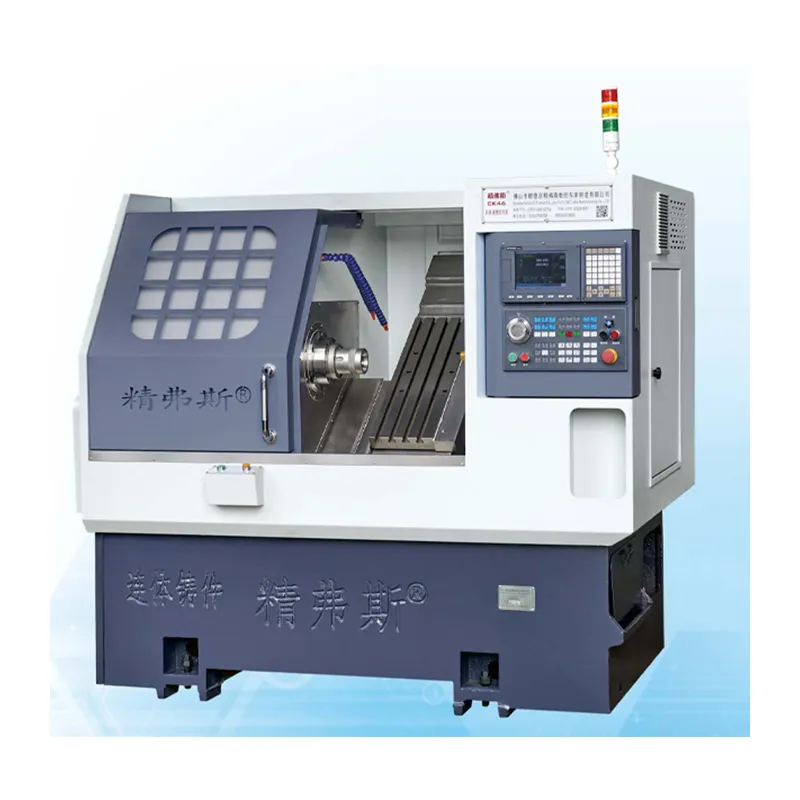
Ce ar trebui să faceți atunci când temperatura rulmentului unui strung CNC este prea mare?
TemperaturaStrung CNCRulmentul de ghidare este prea mare, ceea ce face ca rulmentul să se ardă. Aceasta este o problemă comună de eroare. În continuare, să vorbim despre cum să abordăm problema temperaturii ridicate a rulmentului strungului CNC.
1. Funcția rulmentului de ghidare
Scopul stabilirii rulmentului de ghidare a strungului CNC este de a limita arborele principal al generatorului pentru a rula doar în intervalul de degajare specificat al rulmentului de ghidare și a suporta sarcina radială pe arborele principal al generatorului.
2. Principiul de lucru al rulmentului ghidului
Principiul de lucru al rulmentului de bloc lubrifiat cu ulei subțire este în principal utilizarea rotației de mare viteză a unității, uleiul de lubrifiere intră pe suprafața articulației rulmentului și jurnalul pentru a unge rulmentul. Uleiul fierbinte după lubrifiere este răcit de răcitorul de ulei și intră din nou pe suprafața articulației rulmentului și a jurnalului. Pe măsură ce unitatea rulează, uleiul de lubrifiere este reciproc și răcit automat. Când arborele principal se rotește, se formează o pană de ulei stabilă între jurnal și suprafața jurnalului, purtând astfel sarcina radială și transmitând -o pe scaunul de rulment de ghidare, apoi la cadru.
3. Compoziția rulmenților de ghid
Rulmenții ghidului dinStrunguri CNCsunt rulmenți cu bloc lubrifiat cu ulei subțire, care sunt compuse în principal din capace de rulment, rezervoare de ulei lubrifiant, răcitoare, conducte de ulei de întoarcere, cochilii de rulment, scaune de rulment, șuruburi de greutate și termometre. Ghidul care poartă cochilii celor două unități de la stația B sunt împărțite în opt cochilii, care sunt distribuite uniform pe gâturile arborelui de ghidare ale arborelui principal al generatorului în funcție de circumferință.
4. Analiza cauzelor creșterii temperaturii rulmentului și creșterii vibrațiilor unității
Pe baza observării funcționării și analiza condițiilor de întreținere, credem că există două motive principale pentru creșterea temperaturii rulmentului și a vibrațiilor unității crescute:
① Culmența rulmentului crește, care este mult mai mare decât garda de proiectare, ceea ce face ca uleiul de lubrifiere să intre pe suprafața rulmentului de ghidare a apei. Nu este ușor să formați o pană de ulei, ceea ce duce la o lubrifiere slabă și, astfel, să conducă la creșterea temperaturii rulmentului de ghidare și la creșterea vibrațiilor unitare;
② Există prea puține puncte de contact pe suprafața rulmentului, iar suprafața de contact este insuficientă, ceea ce nu îndeplinește cerințele de specificații ale echipamentului.
5. Soluție la creșterea temperaturii rulmentului de ghidare
Conform cerințelor de proiectare ale producătorului, atunci când temperatura apei de răcire a unității de strung CNC nu depășește 25 ° C sub funcționare continuă, temperatura cochiliei și temperatura uleiului nu trebuie să depășească 65 ° C. Temperatura rulmentului și uleiul nu sunt legate doar de temperatura apei de răcire, ci și de circulația uleiului lubrifiant și de garda dintre rulment și jurnalul de ax.
Clearance -ul admisibil al rulmentului ghiduluiStrung CNCeste 0,2 ~ 0,3 mm (clearance-ul cu două fețe). Partea inferioară a rulmentului este cufundată în uleiul de lubrifiere. Când fusul se rotește în sensul acelor de ceasornic, uleiul de lubrifiere poate intra cu ușurință pe suprafața rulmentului de ghidare și poate produce o pană de ulei pentru a unge suprafața rulmentului. Chiar și atunci când fusul se leagănă, deși clearance -ul dintre potriviri este foarte mic, datorită distanței scurte, a unei condiții de lubrifiere bune, mai puțin căldură generată de frecare și un efect de răcire bun, în general nu determină creșterea temperaturii rulmentului, cu atât mai puțin să ardem.
Trimite o anchetă


X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate