 Română
Română-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel - Română
-
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


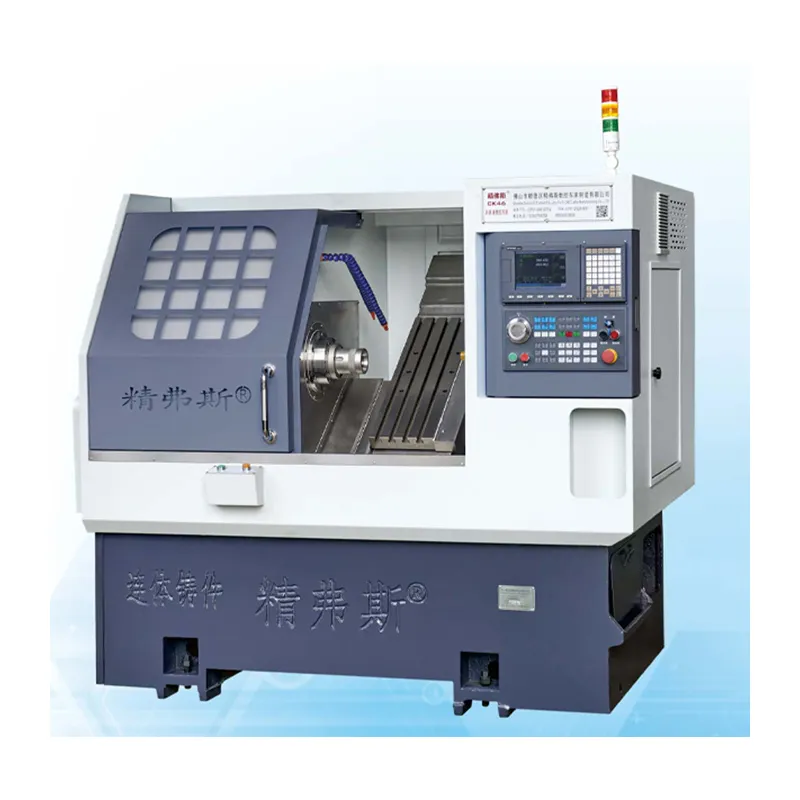
Cum să alegeți direcția și punctul de acțiune al forței de prindere a mașinilor CNC?
1. Forța de prindere ar trebui să fie direcționată către referința principală de poziționare. Piesa de lucru are o cerință de verticalitate cu suprafața /4. Prin urmare, suprafața A este utilizată ca suprafață principală de bază de poziționare în timpul procesării, iar direcția forței de prindere F ar trebui să fie direcționată către suprafața /4. Dacă forța de prindere este schimbată pe suprafața B, datorită erorii unghiulare dintre partea /4 aStrung CNCPartea și suprafața de jos B, poziția de poziționare a piesei de prelucrat este distrusă în timpul prinderii, afectând cerința de verticalitate a găurii și /4 suprafață.
2. Punctul de acțiune al forței de prindere ar trebui să se încadreze în intervalul de sprijin al elementului de poziționare și să fie aproape de centrul geometric al elementului de susținere. Forța de prindere acționează în afara suprafeței de susținere, determinând înclinarea și mișcarea piesei de prelucrare, distrugând poziționarea piesei de lucru.
3. Direcția forței de prindere ar trebui să conducă la reducerea dimensiunii forței de prindere. Atunci când găurile A, direcția forței de prindere este aceeași cu forța de tăiere axială F. Direcția gravitației piesei C este aceeași, iar forța de prindere necesară procesului de procesare este mai mică.
4. Direcția și punctul de acțiune al forței de prindere ar trebui să fie aplicate pe direcția și poziția cu o mai bună rigiditate a pieselor de strung CNC. Rigiditatea axială a piesei de lucru cu mânecă cu pereți subțiri este mai bună decât rigiditatea radială, iar forța de prindere trebuie aplicată în direcția axială; Când cutia cu pereți subțiri este fixată, ar trebui să acționeze pe marginea convexă cu o mai bună rigiditate; Când caseta nu are margine convexă, prindere cu un singur punct poate fi modificată în prindere în trei puncte.
5. Punctul de acțiune al forței de prindere ar trebui să fie cât mai aproape de suprafața de procesare a piesei. Pentru a îmbunătăți rigiditatea părții de procesare a piesei de prelucrare și pentru a preveni sau reduce vibrația piesei de lucru, punctul de acțiune al forței de prindere ar trebui să fie cât mai aproape de suprafața de procesare. Când furculița este fixată, principala forță de prindere F: acționează vertical pe suprafața de bază principală de poziționare, iar suporturile auxiliare sunt setate în apropierea suprafeței de procesare. Atunci când se aplică o forță de prindere auxiliară adecvată, rigiditatea instalării a piesei poate fi îmbunătățită.
Trimite o anchetă


X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate